


中心鑽
中心鑽
益壯捨棄式中心鑽,刀片皆採用特殊鎢鋼材質製造,鑽嘴堅固耐用不易斷裂,其加工效率與刀具壽命皆數倍於傳統高速鋼中心鑽,使用者不必浪費時間重複換刀、校正刀具長度,可以大幅度節省整體成本,提高生產效率。
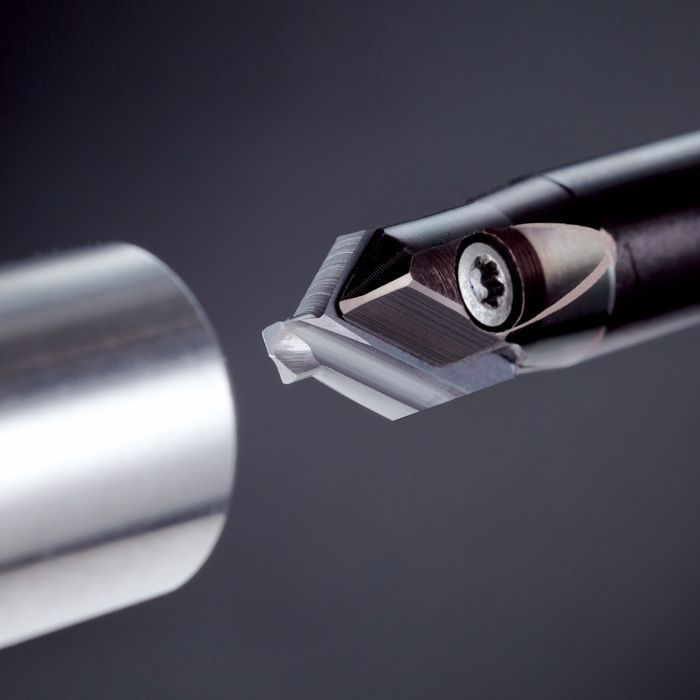
益壯捨棄式中心鑽是一款車床、銑床、鑽床皆適用的孔加工專用專利刀具。運用雙錐度中心夾持結構設計,讓此款刀具達到業界最佳的中心定位準度±0.008mm,靜點幾近零偏心。

益壯捨棄式中心鑽刀片的切削刃口在左右雙邊均衡配置,可減少高速進給產生的偏擺,維持最佳的動態平衡;不僅適用在铣床、車床機器上,還可應用於鑽床。此外益壯中心鑽刀片在靜點橫斜角面(chisel angle)利用獨家研發的幾何角度設計,下刀時可以維持很好的穩定度,除了可達到極高的中心鑽削精準度之外,切削面的光潔度更達到 ≤ Ra 0.36的精修品質。

傳統一體式中心鑽在換刀時,必須重新校正刀具長度與鑽嘴偏心率。益壯獨家設計一款捨棄式中心鑽鎖刀片固定器,提供不必重新校刀的高效率解決方案,使用者可以快速換刀隨即上線,降低機器閒置和作業員停工的損失。
益壯特殊的鎖刀片固定器,在替換捨棄式中心鑽的鎢鋼刀片時,可以直接在機器上更換刀片,不必拆卸刀桿並反覆校刀,換刀片快速省時而且確保刀具的定位精準度。

益壯中心鑽刀片共有A、C、D四個款式:
A24系列:
此為市場上常見的60°夾角中心鑽,適用於加工一般標準型式的頂針孔穴。

C24系列:
此款中心鑽是特別設計給需要鑽孔同時順便做90°孔邊倒角的中心定位前置加工應用;鑽孔的鑽頭直徑只要選擇略微小於倒角的上孔徑,鑽孔之後就不必再做倒角加工。
D24系列:
這款高CP值的短嘴型60°中心鑽,適用於同時需要頂針孔穴與鑽孔工件的中心定位加工。相較於長鑽嘴的中心鑽,此款中心鑽設計為短針結構,鑽嘴不易斷裂,加工效率以及刀片壽命皆優於其他中心鑽。


益壯捨棄式中心鑽刀桿同時提供圓柄刀桿與側固刀桿兩種專用規格,同一支刀桿最多可搭配應用11款不同角度與不同作用的刀片。

針對不同的工件材料,益壯提供兩種不同等級的捨棄式中心鑽專利刀片:
1. E,K10-專門針對鋁料、銅料、鋁鎳合金等非金屬材料的孔加工。
2. ME,B350-可廣泛使用於一般鋼料、硬質合金鋼、白鐵、鑄鐵或球墨鑄鐵等材料的孔加工。
目前市場上其他多款捨棄式中心鑽刀片,只使用一根螺絲固定在刀桿側面,無任何夾持設計,其鑽嘴在加工時會產生很大的偏斜公差,導致加工阻力大,穩定度差,倒角切削面的光潔度不佳,而且中心鑽嘴極易崩斷。而市場上高速鋼中心鑽因為高速鋼材質硬度不夠,因此在加工時容易磨耗及壽命差,當高速鋼中心鑽磨耗時表示中心靜點也已磨耗無法達到中心鑽應發揮的功能。針對小徑鑽頭與深孔鑽頭,因為下刀時易偏擺往往造成下刀點偏移及刀具壽命差的問題;精準的中心鑽可以提高小徑鑽頭的壽命進而節省鑽頭甚至絲錐的用量。
益壯運用特殊專利設計的捨棄式中心鑽具有極高的定位加工精準度,不但保障後加工刀具的最佳壽命,並且可以節省大量的刀具折損及換刀作業成本,為您帶來更多的成功機會。




